Un proveedor de tecnología cervecera en Shandong, que provee a diversas cervecerías a nivel nacional, enfrentaba dificultades de control de temperatura que impactaban directamente en la calidad del producto, la confiabilidad del equipo y su capacidad de competir en el mercado.
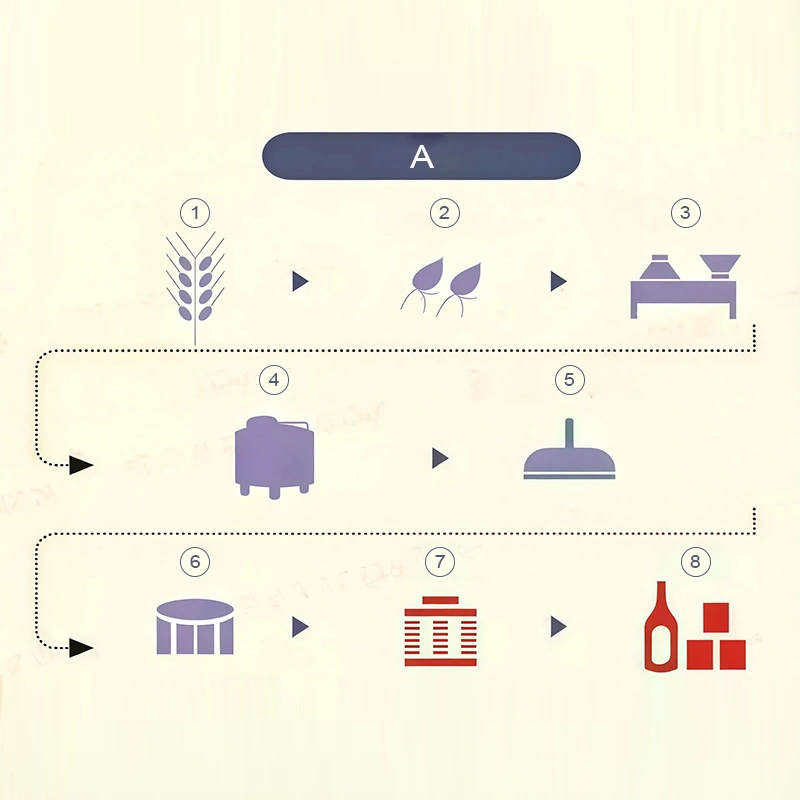
- Cebada
- Cebada malteada
- Secado y molienda
- Maceración y filtración
- Ebullición y enfriamiento del mosto
- Fermentación
- Filtración
- Envasado de la cerveza
Durante la maceración, el mosto tardaba demasiado en enfriarse, manteniéndose a 60-80 °C, lo que aumentó la formación de DMS y provocó sabores a maíz no deseados, oxidación con notas acartonadas y pérdida del aroma a lúpulo. Esta lentitud también retrasó la rotación de calderas, reduciendo la eficiencia de la producción.
Fluctuaciones de ±1.5 °C durante la fermentación alteraron la actividad de la levadura, generando exceso de alcoholes superiores y ésteres, dificultando la reducción de diacetilo. La espuma se redujo entre un 20 y 30 % y la variabilidad de sabor entre lotes afectó la consistencia del producto.
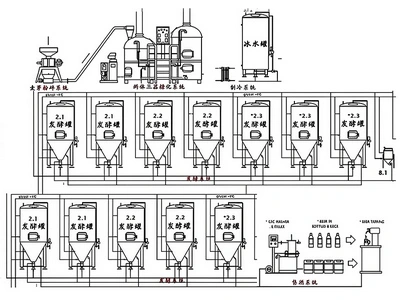
KANSA proporcionó un enfriador de baja temperatura con tanque de glicol ICA-5M (7 kW), capaz de suministrar refrigerante a -5 °C de forma continua, garantizando operación 24/7. Con precisión de ±0.1 °C y un rango de control de -35 °C a 95 °C, el sistema se integra completamente al control central del cliente para cumplir con los distintos requerimientos del proceso de elaboración de cerveza.

Gracias a los enfriadores KANSA, se logró un control preciso de la temperatura durante el enfriamiento y la fermentación, manteniendo la calidad y el sabor de la cerveza de forma uniforme y evitando defectos de aroma o sabor. La espuma se conservó mejor y la eficiencia productiva aumentó gracias a la operación continua y el bajo consumo energético. Los sistemas de elaboración equipados con KANSA se destacaron en el mercado, convirtiéndose en la referencia estándar para el cliente.


